С��ĥ�ۙCϵ�yӲ��������ԭ��
�����҇�������С������Ҫ���a�أ� ͬ�rҲ��С���ӹ��Cе����Ҫ���a���� С��ĥ�ۙC��С���ӹ��������Ҫ�O�䡣�S���˂�����ˮƽ����ߣ� ����۵��|��Ҫ��Ҳ������ߣ� ԭ����С��ĥ�ۙC��ӿ���ϵ�y��¶�������ȱ�c������Ʋ��`���� ������������ ������������|���IJ����������OӋ�������T�� S7-200CN- PLC �M�B��С��ĥ�ۙC����ϵ�y�� �ص�Q�˚�ӿ���ϵ�y���ڵĆ��}�� ��ֱ��C������|����
����һ ���ƌ�����΄յ�����
����1.1 С��ĥ�ۙC�Y��
����Ŀǰ�Ј��ϵĴ���С��ĥ�ۙC���Ǐ�ʽ�Y���� �����C�ɪ����ăɲ��ֽM�ɣ� б���Q�Y���� ÿ������Ҫ�Ƀ�֧ĥ݁����֧ι��݁����һЩ�o���C���M�ɡ�
������1�� �M�ϲ��ּ�С���������ѱ�������Ʒ��^���е�С������Ʒ�� �M��С��ĥ�ۙC�ĵ�һ���֣� �Q���^��Ͳ���M���䡣�@����һ�����������Ƴɣ� ���Է�����^�����ϵ�������r�� ���ڲ�������������λ�ĸߵ́��m�r�{��С��ĥ�ۙC�� �M�����ֱ�^�ā��f�����������M��С��ĥ�ۙC��һ����ʽ�Y����
������2�� ι�ϲ��֣� ��Q���ϲ��֣� �����M�����¡�ĥ݁�ϲ��� һ���Ƀɸ�ֱ�� !75 �� !80 �ĈA����݁�w�M�ɡ�����ÿ�_С��ĥ�ۙC�������Ʒ��^������̎��ˇλ�ò�ͬ���OӋ�в�ͬ���D�ٺ��ٱȣ��Ա�ʹ�������M��ĥ݁ǰ�ֲ������� ���_���M��ĥ֮݁�g�����Ϻ���һ�£��Ķ����C�a��һ�µ���ĥЧ����
������3�� ��ĥ������ָĥ݁��һЩ�o��ϵ�y����ĥ݁����ϵ�y��ĥ݁����ȣ� ĥ݁�����ļӹ��|��ֱ��Ӱ�����|���ͮa����
������4�� ���Ӳ����������Ӳ�����߅��ĥ݁�D�ٱ���߅�ĸߣ� ������T�QС��ĥ�ۙC��߅�ă�֧ĥ݁���݁�� ��߅�ă�֧����݁�� ��֧ĥ݁�gҪ���Cһ�������ٱȣ� ��ˌ�һ�OӋ��һ��ĥ݁�g���әC����M���Ҫ�� ߀��ι��݁�g�Ă��Ӻ�ι��݁���ӣ����y�Ě≺С��ĥ�ۙC�ɿ�݁����݁ͨ�^���ӎ�����ӣ����OӋֱ����늄әCͨ�^���ӎ������ι��݁���Ա���Է���،��F�{�ٹ��ܡ�
������5�����Ʋ����DZ��OӋ�ĺ��ģ� ���y�Ě≺С��ĥ�ۙC�� ���еĹ��ܿ����ɉ��s�՚�ͨ�^���N�y����������M�ρ팍�F�� ���������Ʋ��`������Ҫ���Ú�Դ�ȱײ���
����1.2 �����΄�
����1.2.1 С��ĥ�ۙC��ˇ������ۼӹ���һ���B�m�����a�^�̣� С��ĥ�ۙC���������a����ռ����Ҫ�ĵ�λ�������Ʒ۹�ˇ����Ҫ��С��ĥ�ۙC�֞�Ƥĥ��B���� ��ĥ��M���� ��ĥ��S���� βĥ��T�� ��4 ����ĥϵ�y��ÿ����ĥϵ�y��С��ĥ�ۙC��ˇ���ò�һ�ӣ� ��ι��݁����Ĺ�ˇ������һ�ӣ� ��ι���T��λ�ò�һ�ӣ� ��ĥ݁������Ԡ����һ�ӣ� ��С��ĥ�ۙC�����rĥ݁�g϶��һ�ӣ� ��܈���С��һ�ӡ�܈����ǃɸ�ĥ݁����֮�g����С���x�� ��ĥ݁�D�ٲ�һ�ӣ� ��ĥ݁�ٱȲ�һ�ӣ� ��ι��݁�D�ٲ�һ�ӣ� ��ι��݁�ٱ�Ҳ��һ�ӡ��@Щ�c��ˇλ�����P�ą����������əCе�C���OӋ��Cе����OӋ�����C�����e������Ҫ����ϵ�y�ṩ���ƅ����� ��ι��݁�D�٣�ĥ݁�g܈��ȡ�
����1.2.2 ����ϵ�y�Ŀ����΄��c����������a��һ���B�m�����a�^�̣� Ҫ���a�����|������ۣ� ���N�O���\�Р�rҪ���ã� С��ĥ�ۙCҪ�\�з�����С��ĥ�ۙC�� 3 �N������ʽ�� �քӷ�ʽ���Ԅӷ�ʽ��ж�Ϸ�ʽ��
�������քӷ�ʽ��ĥ݁һֱ��һ�̶����D��̎�ں�܈��B���D�� ι��݁һֱ���Dι�ϣ� ���D�ٶȿ����S�r�{���� ����ι�����Ķ���Ҳ���������T���_����С�{����
�������Ԅӷ�ʽ��ĥ݁һֱ�Թ̶����ٶ����D�� ĥ݁�Ƿ��܈ҕι����r����������r��һֱ�������M��С��ĥ�ۙC�M�϶��� �M�϶����ϸ߶ȱ�����һ���ķ�����׃���� ��Ȼ��׃����ã� ���M���϶���������ι���������ϡ�ι��ϵ�yһֱ̎��ι�Ϲ�����B�� ĥ݁һֱ̎�ں�܈��ĥ��B�����M�϶������ϵ���ijһ�O���ĵ���λ�r�� ι��ֹ݁ͣ�D�ӣ� ֹͣι�ϣ� ĥ݁�g܈��׃�� �Q�x܈��B�� �����ϸ���ijһ�O���ĸ���λ�r�� ι��݁�Ը����_ʼι�ϡ������ڵ͡�����λ֮�g�rι��݁ι�����Ĵ�С��ι��݁���D�ٶȵĸߵ��c���ϸ߶ȳ��������Pϵ�� ĥ݁܈�ౣ��һ���ķ�����ֵ��
������ж�Ϸ�ʽ�Ǯ���С��ĥ�ۙC���F���ϻ�����������r��Ҫ�� ��С��ĥ�ۙC�ɲ���ĥ��ĥ݁һֱ̎���x܈��B�\�У�ι��݁һֱ���D��Ŀ���nj�С��ĥ�ۙC�Ϸ��������\��С��ĥ�ۙC�·���
������1�� ϵ�y���ƌ��� ��ĥ݁늙C�Ć��Ӻ�ֹͣ����ι��݁늙C�Ć��ӡ�ֹͣ���ٶȿ��ƣ� ��ĥ݁�x��܈늙C�������D�Լ���λ��
������2�� ����ϵ�y�ɼ�����̖�� ��ĥ݁��늙C������� ���M�϶���λ�߶ȣ� ��ĥ�����϶����ϣ� ��ĥ݁�x��܈늙C���D��λ�á�
������ ����ϵ�yӲ���M�B�f��
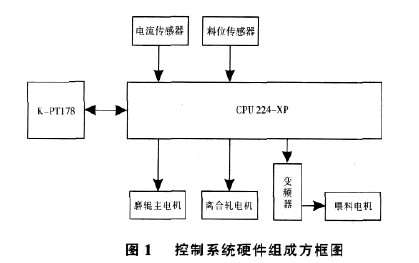
����2.1 ����ϵ�yӲ���OӋ�f��������ϵ�y���� CPU �������T�� 224XP,ι��݁�{�ٲ������T�� 420 ׃�l���� �M�϶����������õ� E+H �ΗU���ʽ�������� ������������ñ����ƺ����ģ�K��ݔ���O��������T�� K- PT178 �|������ ����ֱ�ӿ���ĥ݁��늙C�Ć��ӡ�ֹͣ�� �քӡ��Ԅӹ�����ʽ���ГQ�� �x܈����܈�Ϊ������Ĉ��м���ͣ�C�� �����@ʾĥ݁��늙C��������չ��ʣ� ���~������ȣ� ߀���@ʾι��݁늙C���D�٣� ���N������ʽָʾ�ȡ�
��������ϵ�yӲ���M�ɷ���D��D 1 Ӳ���M�ɷ�����ʾ��
����2.2 ����ϵ�yݔ�루I���� ݔ����O���c�Ӿ�����
������1�� ĥ݁��늙C���������ݔ�롢ݔ����̖�� ��� 24V �Դ�� ݔ����D+���� CPU �ġ�A+��.
������2�� ��λ������ݔ�롢ݔ����̖�� ݔ���Դ��L+���� CPU �ṩ��+12 V �Դ�� ݔ�� ��L- ���� CPU �ġ�B+��.
������3�� ׃�l�����ӡ�1���� CPU �ġ�V�����ӣ� ���ӡ�2���� CPU �ġ�M�����ӣ� ���ӡ�5���� CPU �ġ�1L��,��2L�����Դ��S8JC- 05024�� �� GND; ���ӡ�8���� CPU�ġ�0.2��.
����2.3 ���� K- PT �I�P�D���OӋ
������1�� ���� K-PT �OӋ 6 �������I�� �����������Ξ飺 ��늙C���ӡ��Ԅӡ��քӡ��x��܈��ж�ϡ���늙Cͣ��
������2��HMI �O��ӿ��B�ӣ� ��1���ӿڞ�ӵض��ӣ���2���� �Դ������ ��3���� RS485 �ӿڣ� K- PT178 �|���������OӋ������ ����ϡ��^�d�Ȉ�
����2.4 ����ϵ�yܛ�������D����ϵ�yܛ�������DҊ�D 2.

������ ����ϵ�y�ă��c������ǰ��
����������ϵ�y���b���㣬 �������^�� ���ƾ��_�� ����������ۏS���F���п��ƣ� ��Q��Ŀǰ�≺���Ʋ����_�Ć��}�� ���ÆΪ��Ě�Դ�� С��ĥ�ۙC�иɃ��l��������С���h�����ܵȃ��c�� ���ЏV韵��Ј�ǰ����


